Home / How to Check Blow Mould Quality Before Buying: A 7-Point Che
500+ moulds delivered worldwide
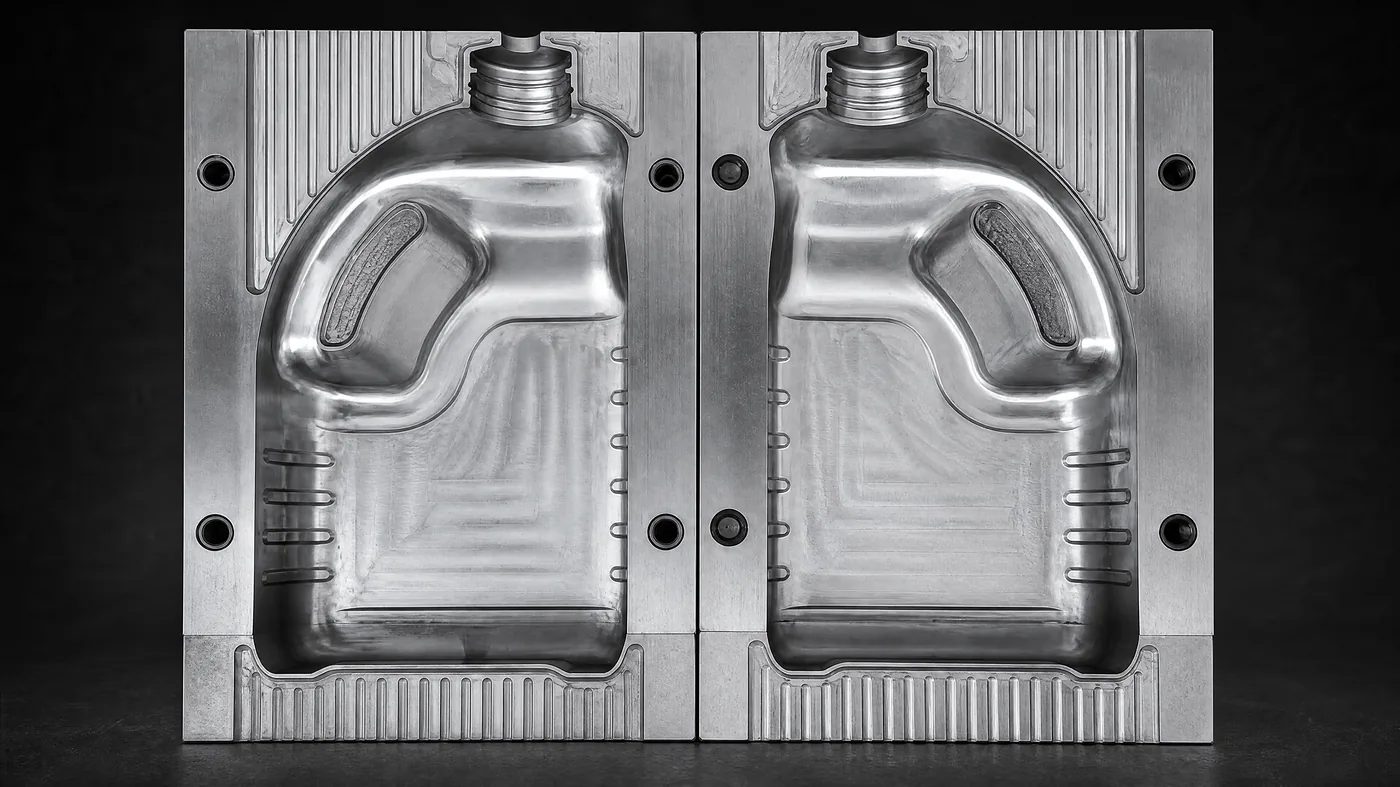
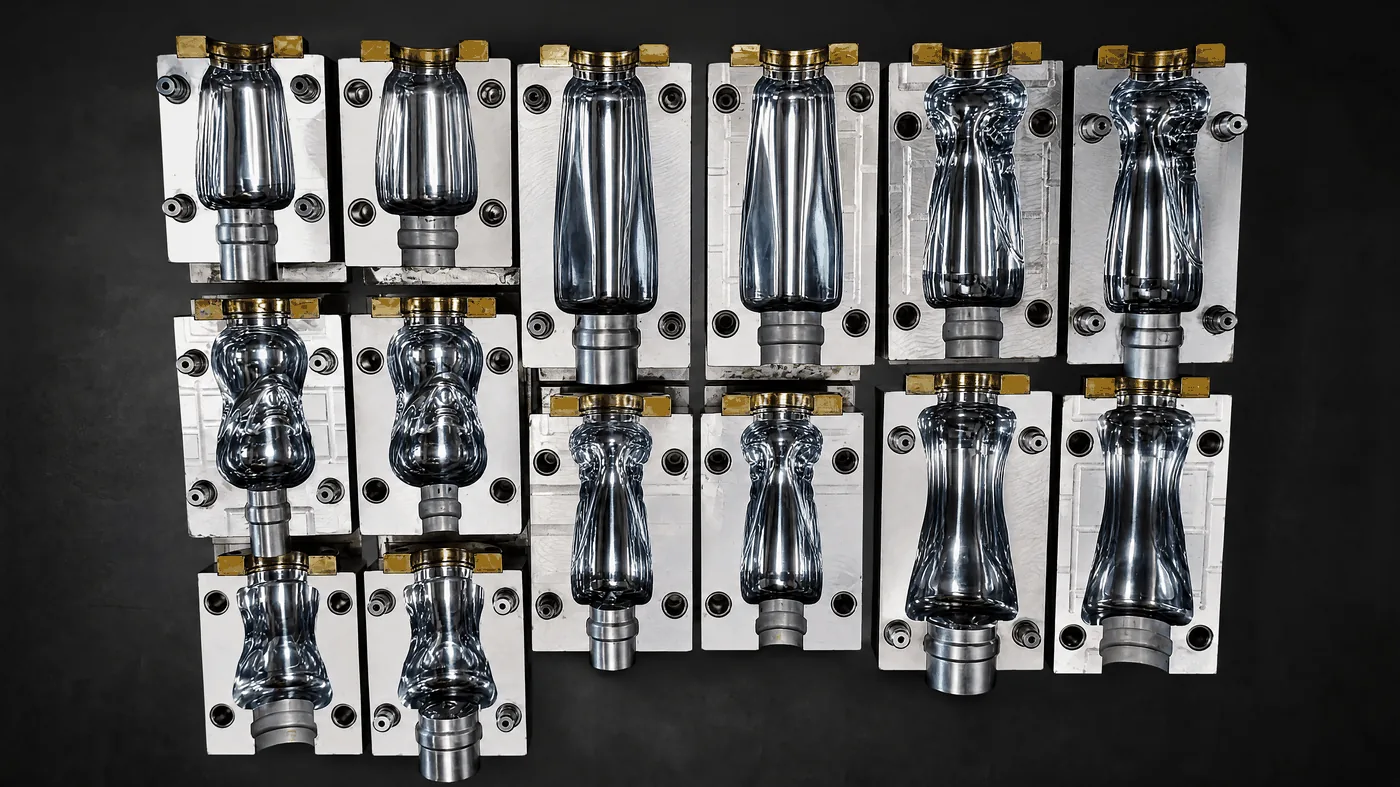
How to Check Blow Mould Quality Before Buying: A 7-Point Checklist for Indian Manufacturers
Ultra Mould delivers precision PET & HDPE blow moulds engineered in Ahmedabad — for global packaging lines that refuse downtime.
500+
Moulds Delivered20+
Export Countries4–6w
Lead Time
ISO-grade qualityLifetime polish warranty
18,000 sq.ft. tool room · Vatva GIDC, Ahmedabad